
加工环境
创建加工环境
创建加工环境能够指定当前部件加工计划使用的加工模板、数据库、刀具库、材料库和其他一些高级参数等。
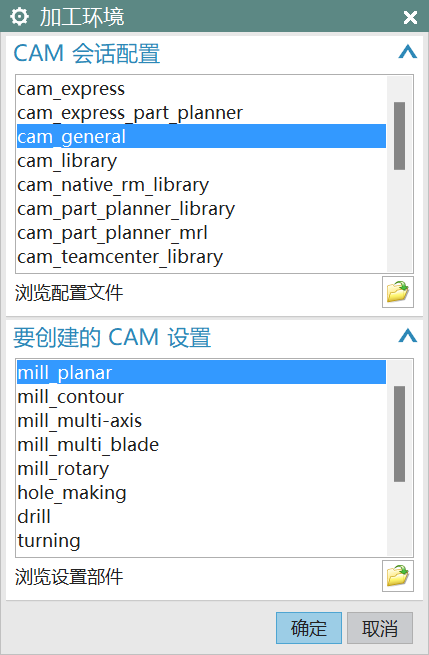
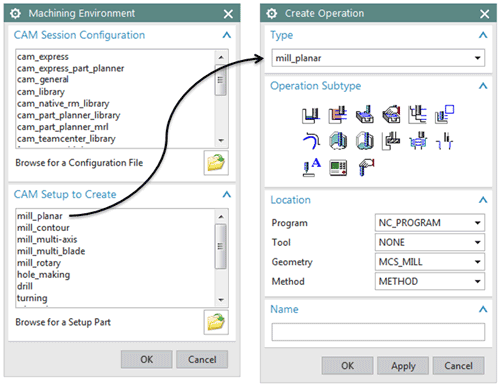
首次进入加工应用模块,系统会要求设置加工环境(Machining Environment),弹出创建加工环境对话框。
从首次进入加工(Manufacturing)应用模块(Application)到退出 NX,加工环境(Machining Environment)始终存在。
加工环境中的数据与打开的部件文件(.prt)无关,这就意味着即使有多个部件文件(.prt)同时创建加工环境,这些数据依旧保持不变。从逻辑上看理应如此,因为相同的加工环境可以加工多个部件。
简单来说,加工环境可以多次被创建,加工环境中的数据保持不变。
加工模板(工序模板、方法模板、刀具模板、几何体模板等)等类型的数据与打开的部件文件(.prt)是无关的。
一种参数化文档文件,用于产品建模,运动仿真。
创建加工环境对话框
首次进入加工应用模块,系统会要求设置加工环境(Machining Environment),弹出创建加工环境对话框。
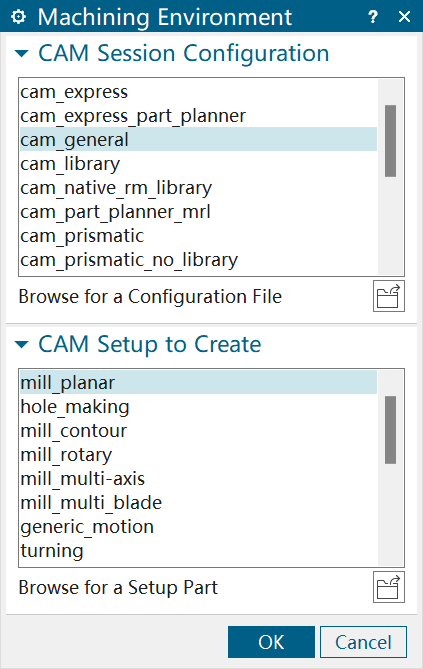
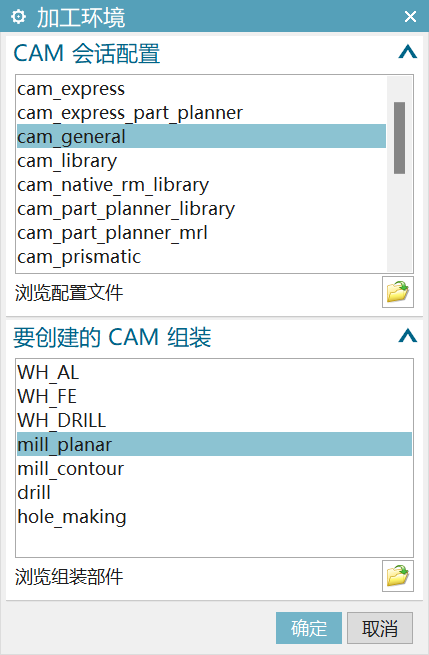
CAM Session(加工会话)可以看作一个存储器,用来存储当前部件文件(.prt)加工所需的属性及配置信息。这样,当在多个 .prt 部件文件之间切换,或者重新打开已编辑好的部件文件(.prt)时,存储在 Session 对象中的加工数据不会丢失,只要进入 CAM 环境,Session 对象中的数据就会被加载并显示。
例如,EX.prt 部件文件用自定义计划(组装)模板 MILL_AL 来编程,将已编程好的 EX.prt 部件文件用其他没有安装计划(组装)模板 MILL_AL 的 UG 打开,依然能加载并显示自定义计划(组装)模板 MILL_AL 的所有数据。这就是 CAM Session 的作用。
CAM Setup 被翻译为 CAM 组装,或者 CAM 设置,意译应当为 CAM 计划/方案。设置加工相关的配置信息。这些配置信息会以工序和组模板的形式出现。
配置文件(Configuration File)
配置文件(.dat)定义完整的加工工作环境。具体是指,配置文件(.dat)中的每一项定义一个资源文件(.opt)的位置,每个资源文件用于控制工作环境的一个方面,例如可用的加工处理器。
可使用 NX 提供的配置文件,或创建自定制的配置文件,以定义符合特定需要的工作环境。
定义:
文件所在位置:
../Siemens/NX2007/MACH/resource/configuration
配置文件列表:
../Siemens/NX2007/MACH/resource/configuration 文件夹中的 .dat 数据文件名会枚举到CAM Session Configuration(会话配置) 配置文件列表中。

.dat 文件:
data 数据文件,一般的数据库软件都有将自己格式的数据文件转换成文本格式文件的功能,其中一种文本格式的扩展名就是 .dat。这种文件是纯文本文件,没有数据属性结构方面的信息,可以用记事本等文本工具打开。
配置文件说明:
| 配置文件 | 说明 |
|---|---|
| cam_express.dat | |
| cam_express_part_planner.dat | |
| cam_general.dat | 通用加工配置文件 |
| cam_library.dat | 库加工配置文件 |
| cam_native_rm_library.dat | |
| cam_part_planner_library.dat | |
| cam_part_planner_mrl.dat | |
| cam_teamcenter_library.dat | |
| lathe.dat /leɪð/ | 车削加工配置文件 |
| lathe_mill.dat /mɪl/ | 车铣复合加工配置文件 |
| mill_contour.dat /ˈkɑːntʊr/ | 轮廓铣削加工配置文件 |
| mill_multi-axis.dat | 多轴铣削加工配置文件 |
| mill_planar.dat /ˈpleɪnər/ | 平面铣削加工配置文件 |
| wire_edm.dat /ˈwaɪər/ | 线切割加工配置文件 |
注意:
如果要进入加工(Manufacturing)应用模块,必须有有效的 CAM 配置文件,并设置环境变量 UGII_BASE_DIR。
定义:
配置文件中的每一项定义一个资源文件的位置,每个资源文件用于控制工作环境的一个方面,例如可用的加工处理器。
文件内容:
TEMPLATE_OPERATION,${UGII_CAM_TEMPLATE_SET_DIR}cam_general.opt
cam_general.opt 模板集文件,主要包含工序(操作)类模板
文件所在位置:C:/Program Files/Siemens/NX 12.0/MACH/resource/template_set/cam_general.opt
TEMPLATE_DOCUMENTATION,${UGII_CAM_SHOP_DOC_DIR}shop_doc.dat
shop_doc.dat 车间文档类模板文件
文件所在位置:C:/Program Files/Siemens/NX 12.0/MACH/resource/shop_doc/shop_doc.dat
TEMPLATE_POST,${UGII_CAM_POST_DIR}template_post.dat
template_post.dat 后处理(postprocessor)类模板文件
文件所在位置:C:/Program Files/Siemens/NX 12.0/MACH/resource/postprocessor/template_post.dat
USER_DEFINED_EVENTS,${UGII_CAM_USER_DEF_EVENT_DIR}ude.cdl,${UGII_CAM_USER_DEF_EVENT_DIR}ude.tcl
ude.tcl 用户定义事件类文件
TEMPLATE_CLSF,${UGII_CAM_TOOL_PATH_DIR}template_clsf.dat
LISTING_FORMAT,${UGII_CAM_TOOL_PATH_DIR}clsf.def,${UGII_CAM_TOOL_PATH_DIR}clsf_listing.tcl
LIBRARY_TOOL,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}dbc_tool_ascii.def,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}dbc_tool_ascii.tcl
LIBRARY_DEVICE,${UGII_CAM_LIBRARY_DEVICE_ASCII_DIR}dbc_device_ascii.def,${UGII_CAM_LIBRARY_DEVICE_ASCII_DIR}dbc_device_ascii.tcl
LIBRARY_MACHINE,${UGII_CAM_LIBRARY_MACHINE_ASCII_DIR}dbc_machine_ascii.def,${UGII_CAM_LIBRARY_MACHINE_ASCII_DIR}dbc_machine_ascii.tcl
LIBRARY_FEEDS_SPEEDS,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}feeds_speeds.def,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}feeds_speeds.tcl
LIBRARY_MACHINING_DATA,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}machining_data.def,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}machining_data.tcl
LIBRARY_TOOL_MACHINING_DATA,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}tool_machining_data.def,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}tool_machining_data.tcl
LIBRARY_PART_MATERIAL,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}part_materials.def,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}part_materials.tcl
LIBRARY_TOOL_MATERIAL,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}tool_materials.def,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}tool_materials.tcl
LIBRARY_CUT_METHOD,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}cut_methods.def,${UGII_CAM_LIBRARY_FEEDS_SPEEDS_ASCII_DIR}cut_methods.tcl
LIBRARY_HOLDER,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}holder_ascii.def,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}holder_ascii.tcl
LIBRARY_TRACKPOINT,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}trackpoint_ascii.def,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}trackpoint_ascii.tcl
LIBRARY_SEGMENTED_TOOL,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}segmented_tool_ascii.def,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}segmented_tool_ascii.tcl
LIBRARY_MULTITOOL,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}multitool_ascii.def,${UGII_CAM_LIBRARY_TOOL_ASCII_DIR}multitool_ascii.tcl
WIZARD,${UGII_CAM_WIZARD_DIR}wizard_cam_general.tcl
MACHINING_KNOWLEDGE,${UGII_CAM_MACHINING_KNOWLEDGE_DIR}machining_knowledge.dat
定义:
CAM 模板中包含对加工过程和加工选项的设置。
模板包含预设的选项和对话框布局,这些选项和布局针对特定加工任务进行了定制。
1、使用 CAM 模板来定制 NX 所表示的工作流程,并定制选项的默认设置;
2、使用 CAM 模板访问整个 CAM 模块的任何部分,这样便于在使用中保持一致性和集中使用;
3、使用 CAM 模板访问各个设置的预定义值,这样可以提高相应情况下的生产率。
分类:
有五个类型的 CAM 模板:工序模板、方法模板、刀具模板、几何体模板和计划模板(CAM Setup)。
各个模板中包含不同的数据。
定义:
设置创建工序对话框中所有选项的默认值(初始值)。
例如,可能有一个点到点工序的模板,其中包括钻削所需的所有默认设置。数据本身存储为一个工序,随后可以调用该数据(作为一个工序模板)用于初始化其他工序的值。
定义:
设置加工计划中常用的选项,这些选项可以是余量、公差、进给率和显示参数,其优点是只需指定一次值,就可在整个加工计划中保持加工一致。
定义:
设置可创建的刀具组件类型(刀具和夹持器),同时设置这些刀具的默认值。
定义:
设置可选的几何体类型,和该类几何体的加工序列,其优点是用户可以建立预定义的工艺,用于加工某特定几何体特征。例如,可以为孔几何体组保存一个中心钻、钻和铰孔工序模板序列。
可以为孔、边界、面和实体几何体以及旋转体外形定义几何体模板。
定义:
通过同时提供工序、方法、刀具和几何体模板的任意组合,从而初始化整个加工环境。加工计划由部件中的所有加工数据表示。
计划模板初始化整个加工环境。
计划(Setup/组装/设置)模板出现在工序导航器、创建工序对话框和创建组对话框中的可用类型选项和组中。
首次进入加工应用模块时,必须指定部件的计划模板。之后,计划模板始终与该部件(文件)关联。
启用加工应用模块,菜单(M)>首选项(P)>加工(F)>配置。
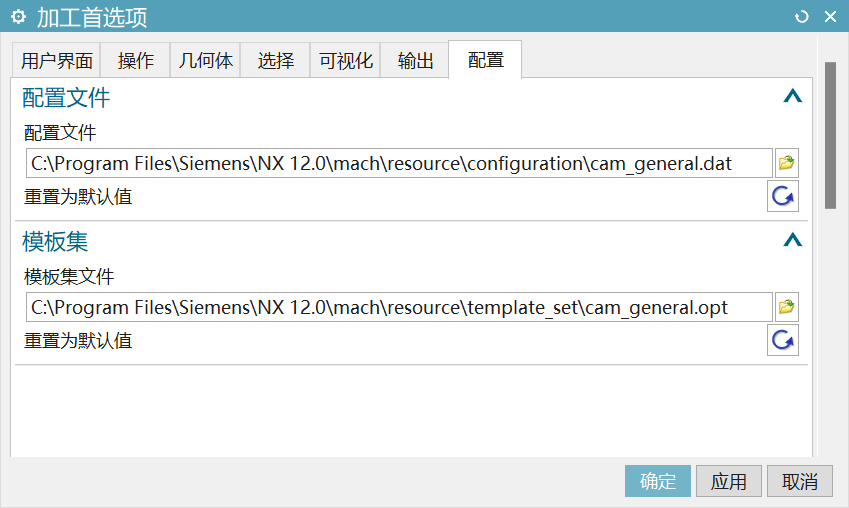
cam_general.dat:配置文件。
cam_general.opt:模板集文件。
定义:
配置文件(.dat)中指定了要在加工计划(组装/Setup)中使用的模板集(.opt),模板集文件(.opt)是模板部件文件(.prt)的集合。
模板集文件(.opt)可以由最终用户或系统管理员创建和维护,具体取决于工作环境。每个版本的 NX 都会提供和维护模板集。NX 随附的标准工序模板集使用特定的命名约定,位于最初安装在系统上时的 UGII_CAM_TEMPLATE_SET_DIR 文件夹中。
作用:
模板集文件(.opt)非常有用,它们使模板部件文件(.prt)可从对话框中进行选择,而不必浏览单个部件文件。
组成:
模板集是一个 ASCII 文本文件,其中列有包含模板的部件文件,如下所示。默认的模板集由配置文件(.dat)确定。
通常每个部件文件(.prt)都包含多个工序和组。例如,钻部件文件(drill.prt)可包含中心钻、钻和铰工序。
.prt 文件是一种参数化文档,用于产品建模,运动仿真。
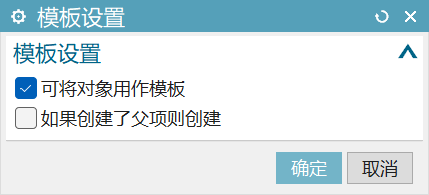
当创建要在部件文件中保存的工序和组时,可能希望定制工序对话框的外观,使其仅显示稍后使用模板创建工序时出现的选项。确保在模板设置对话框中已选中可将对象用作模板 复选框。
右键单击工序或组并选择对象>模板设置。
模板部件文件(.prt)创建并保存后,将其按逻辑归组到模板集(.opt)中。通过创建一个 ASCII 文本文件来定义模板集,如下所示。该文本文件必须包含设置中各个模板部件文件的路径名和文件名,并保存为 .opt 扩展名。可以在 ## 字符后面插入注释。
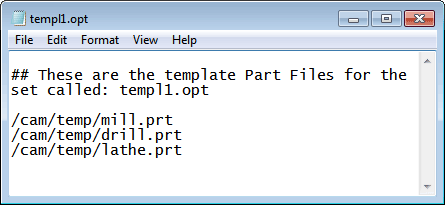
将 ASCII 文本文件保存到所需文件夹中。确保使用 .opt 扩展名。可以在部件文件名中包含环境变量。
在加工过程中,当前选择的模板部件将在整个会话中一直开启。
加工计划是一个部件文件(.prt),其中包含工序和组(模板)的集合。该部件文件中的每个工序和组都是一个具有可能包括数值的预定义参数的模板。
例如,进给率和步距。模板可显示已定制对象编辑对话框(创建对话框)。
加工计划部件文件名(.prt)显示在加工环境对话框的 要创建的 CAM 组装/设置组中,并显示在工序和组创建对话框中的类型选项列表中。
加工计划部件文件包含 MCS、工件、程序以及一个或多个用于创建工序、刀具和几何体组以加工不同类型部件的方法。某些设置可用于创建实体工具。
工序和组模板显示为 子类型 图标,在 创建工序对话框 和要创建程序、刀具、几何体和方法组的对话框中可用。
当创建新工序或组时:
1、选择属性 类型 以指定所需的计划部件;
2、选择 子类型 图标以指定所需的工序或组的模板。NX 将模板参数复制到新的工序或父组。
带参数的工序(Operation)和组(Group)被做成模板,按加工类型,被打包成加工计划(CAM Setup)部件文件(.prt)。加工计划可看作父类,工序和组的模板可看作子类,当创建工序和组的具体实例时,拿类去创建实例,就会得到具有默认值的实例,再依照需求去修改相应的属性。
计划也确定了首次进入加工时最初显示在 工序导航器 中的组。
启用 加工 应用模块,菜单(M)>工具(T)>工序导航器(O)>删除组装(S)。

所有的加工数据,包括所有工序和组(程序、刀具、方法、几何体),构成了加工计划(组装)。
// 英制模板部件文件:
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}mill_planar.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}hole_making.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}mill_contour.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}mill_rotary.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}mill_multi-axis.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}mill_multi_blade.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}generic_motion.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}turning.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}turning_VTL.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}centerline.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}multi_axis_deposition.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}probing.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}inspection.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}robot.prt
${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}wire_edm.prt
// 公制模板部件文件:
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}mill_planar.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}hole_making.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}mill_contour.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}mill_rotary.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}mill_multi-axis.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}mill_multi_blade.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}generic_motion.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}turning.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}turning_VTL.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}centerline.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}multi_axis_deposition.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}probing.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}inspection.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}robot.prt
${UGII_CAM_TEMPLATE_PART_METRIC_DIR}wire_edm.prt
// 预发布测试用:
## The following is for pre release testing only
## ${UGII_CAM_TEMPLATE_PART_ENGLISH_DIR}cam_test_new.prt
## ${UGII_CAM_TEMPLATE_PART_METRIC_DIR}cam_test_new.prt
定义:
基于平面的铣削加工计划。
包含了基于平面的铣削加工的工序和组模板。
基于平面:
1、由边界(线框)确定的 2D 平面;
2、由体积(底面x高)确定的 2.5D 实体平面。
用途:
平面部件的钻孔、粗铣、半精铣和精铣。
初始加工计划的内容:
其中包括 MCS、工件、程序以及用于钻、粗铣、半精铣和精铣的方法。
可以创建的内容:
用来进行钻和平面铣的工序、刀具和组。
定义:
基于轮廓的铣削加工计划。
包含了基于轮廓的铣削加工的工序和组模板。
用途:
轮廓部件的固定轴轮廓铣、钻孔、粗加工、半精加工和精铣。
程序组
定义:
使用程序(组)对输出的工序进行分组和排序。
程序组:
1、等同于磁带文件;
2、通常包含多个工序且生成这些工序的所有刀轨;
3、也可以包含其他程序组;
4、指定运行工序的顺序;
5、需要后处理来创建发送到 CNC 控制器的实际命令。
工序:一个工序包含生成单个刀轨所使用的全部信息;
分组:将包含加工部件俯视图所需的所有工序放在同一个程序组内;
排序:(程序)组内和组之间具有先后顺序,例如:先加工顶面,再加工侧面,最后加工底面等等。
惯例:
创建程序组 A 包含工件 A 面所需的所有工序,创建程序组 B 包含工件 B 面所需的所有工序,以此类推。
或者,创建程序组 TOP 包含工件俯视图可能的所有工序,创建程序组 BOTTOM 包含工件仰视图可能的所有工序,以此类推。
应用:
1、如果使用两个程序对注塑模板的顶部和底部进行钻和车操作,
可以将板顶部的程序组(父项)命名为:Top_of_mold_plate,
并将板底部的程序组(父项)命名为:Bottom_of_Mold_plate;
2、为板顶部创建的所有操作(工序)均可指派给 Top_of_mold_plate,而为板底部创建的所有操作(工序)均可指派给 Bottom_of_mold_plate;
3、在做好生成输出的准备工作后,如果选择程序组(父项),则将选择指派给该程序组的所有工序。
程序可以包含其他程序,程序之间的这种嵌套关系(相互包含关系)构成一种树状层次结构,因此,在这种树状层次结构中,程序也称为程序组或程序节点。
1、如果强调一个或一组工序的有序集合,可以称为程序;
2、如果强调程序之间的树状层次结构,可以称为程序(父)组或程序(父)节点。
程序组等同于文件夹:
程序组主要用于对各个加工操作进行分类(组)管理,并排列各种加工操作的顺序,从某种程度上说,程序组相当于一个文件夹。
通常创建多个程序组:
可以创建多个程序(组),例如,可以根据粗加工、精加工、部件移位、文件大小对工序进行分组。
一个复杂工件的所有加工操作(包括粗加工、半精加工、精加工等)需要在不同的机床上完成,将在同一机床上加工的操作放置在同一个程序中,就可以直接选取这些操作所在的程序进行后处理。
在 创建程序对话框 中所创建的程序父项用于指定用来输出 CLSF 文件(刀具位置源文件)和/或后处理的工序顺序。建议创建大量的程序父组,并根据要输出的程序给它们命名。
用途:
在【工序导航器】的【程序顺序视图】中,程序中的所有工序显示在程序组下方,并按将在机床上执行的顺序排列。
位于何处:
注意事项:
1、只有在【工序导航器】的【程序顺序视图】中,所列工序的顺序才具相关性或重要性。
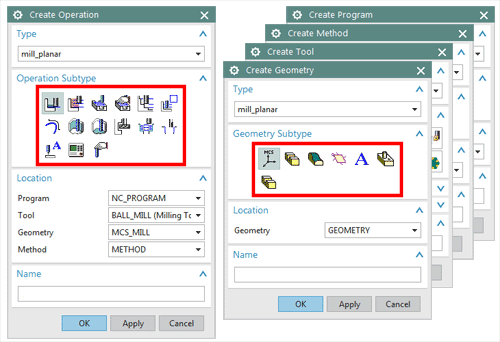
启用 加工(CAM) 应用模块,点击 创建程序 选项卡或命令,弹出 创建程序对话框。

使用 创建程序对话框 可以新建程序对象。可将这些程序看成是各种工序的存储器。如果将程序中的工序放入 工序导航器 中,程序组将成为程序父项。
类型:
即加工计划(组装),工序和组(程序、刀具、方法、几何体)模板的组合。
加工计划可看作父类,工序和组的模板可看作子类,当创建工序和组的具体实例时,拿类去创建实例,就会得到具有默认值的实例,再依照需求去修改相应的属性。
程序子类型:
加工计划可看作父类,工序和组的模板可看作子类,当创建工序和组的具体实例时,拿类去创建实例,就会得到具有默认值的实例,再依照需求去修改相应的属性。
位置:
在 程序下拉列表 中为当前程序对象选择父组。系统将在选择的父组中创建当前程序。
名称:
在该选项区的名称文本框中为新建的程序(组)命名,从而有助于按照需要的方式组织程序。
系统会自动给出一个名称,作为新创建的程序名。也可以自定义,只需在 名称 文本框中输入自定义名称即可。
确定/取消:
设置完毕,单击 确定 按钮创建程序,或单击 取消 按钮放弃本次创建。
应用:
完成当前程序的创建,接下来继续创建另一个程序。
加工计划(组装)默认创建了3个程序组:NC_PROGRAM、NONE、PROGRAM,分别对应 工序导航器>程序顺序视图 中的 NC_PROGRAM、未用项和 PROGRAM。
其中:
1、NC_PROGRAM 和 NONE(未用项) 是系统给定节点(父组),不能改变和删除;
2、NONE 程序组的作用是暂时存放不使用的操作(工序);
生成工序时请注意,未用项组(NONE)仅用作剪贴板内容。如果要生成工序,则将其移动到其他程序组(父项)之一的下面。
3、PROGRAM 程序组和用户自定义的程序组一样能使用,也可删除;
4、要输出 CLSF(刀具位置源文件) 或对多个操作进行后处理,必须具有程序组。用户必须为要输出的每个操作(工序)创建组。
下面的图形即是【程序顺序视图】的一个示例。在最左侧的列中(【Name(名称)】下),可以看到所有的程序父项。展开的父项,还可以看到 NC 程序中的工序。

定义:
在 工序导航器 的程序节点和工序前面,通常会根据不同情况出现以下3种标记,用以表明程序节点和工序的状态。

需要重新生成刀轨:
用于工序的刀轨从未生成,或者生成的刀轨已经过时。
1、如果在程序组前,表示在其下包含有空工序或过期工序;
2、如果在工序前,表示此工序为空工序或过期工序。

需要重新后处理:
刀轨从未输出,或者刀轨自上次输出以来已经更改并且上次输出已经过时。
1、如果在程序组前,表示组下所有的工序都是完成的工序,并且输出过程序;
2、如果在工序前,表示此工序为已完成的工序,并被输出过。

完成:
刀轨已生成,且输出(后处理的或 CLSF)是最新的。
1、如果在程序组前,表示组下所有的工序都是完成的工序,但未输出过程序;
2、如果在工序前,表示此工序为已完成的工序,但未输出过。
定义:
即操作(工序)的顺序。
必须有一个合理的顺序:
1、钻孔必须位于攻丝前;
2、粗加工必须位于精加工前。
加工顺序的确定:
确定加工顺序的基本方法,就是评估所有相关操作。通常来说,应该这样规划程序:
1、一旦选择了一把刀具,那么在换刀之前,要让它完成尽可能多的工作,在大多数 CNC 机床上,刀具定位所需的时间比换刀时间要短;
2、首先编写粗加工操作,然后是半精加工或精加工,这可能意味着一次或两次额外的换刀,但是这种工艺减少了加工中固定在夹具中的工件的更换次数;
3、完成某一操作时,刀具所在的位置,例如以1、2、3、4顺序钻孔时,下一刀具(比如镗刀、铰刀、丝锥等)的编程顺序应该是4、3、2、1,这样可以减少不必要的刀具运动;
4、在最终选择刀具和安装方法后,可能不得不更改加工顺序,变换后的加工顺序可能对子程序并不实用。
程序规划中的每一步并非独立的个体,单独执行,而是为了达到某一目的,步与步之间相互依赖并符合逻辑。
在 工序导航器 的 程序顺序视图 中,程序中的所有工序显示在程序组下方,并按将在机床上执行的顺序排列。
只有在 工序导航器 的 程序顺序视图 中,所列工序的顺序才具相关性或重要性。

工序导航器:一种图形化的组织辅助工具,具有图示几何体、加工方法和刀具参数组以及程序内的工序之间关系的树形结构。
参数可以基于其在树形结构中的位置在组与组之间和组与工序之间向下传递或继承。可以查看和管理工序和参数组之间的关系来在工序中共享参数。除少数情况外,可以决定是否应用继承。
在工序中,可以:
1、选择父程序;
2、为此工序创建新的父程序;
3、编辑先前定义的父组中的选择。
刀具组
定义:
刀具是切削工件多余材料的加工工具,要创建加工操作,必须创建刀具(组)。
可以在设置过程中创建刀具,也可以在创建工序时创建刀具。一旦创建,刀具就和部件一起保存,并且在创建程序过程中可按需要使用。
NX 12:
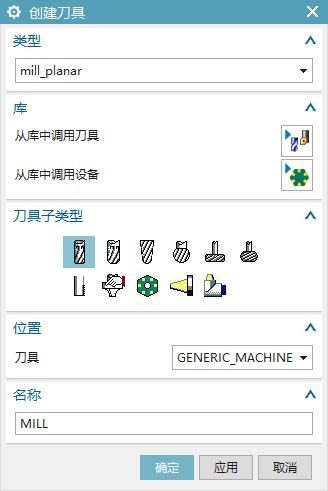
类型:
允许从 类型列表 中选择要将刀具用于的加工类型(加工计划)。此选择可确定可用的刀具子类型。
库:
UG CAM 为用户提供的刀具库,从该库中可以选择预先定义的钻刀、铣刀、车刀等刀具。
从库中调用刀具:打开 库类选择对话框。在指定类和子类后,可以调用刀具;
从库中调用设备:打开 库类选择对话框。
刀具子类型:
刀具子类型的刀具种类取决于先前选择的加工类型。加工类型不同,所列的刀具子类型也有所不同。
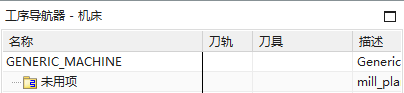
位置:
刀具:在下拉列表中指定刀具的组(父项)。
GENERIC_MACHINE:/dʒəˈnerɪk/ 通用机械,将在 CAM 默认的刀具组中创建刀具新对象;
NONE:新建的刀具对象将显示在 机床视图 中的 未用项 文件夹中。
名称:
文本框:设置刀具名称。输入用于识别刀具的名称。刀具名称可以包含字母、数字、句点、下划线和短划线。
如果从 工序导航器 中的组(父项)访问 创建刀具对话框,则新刀具的位置取决于所选的组(父项)。如果该组是有效的父级,则会在该父级下创建刀具。否则,将在默认父级下创建刀具。
由于一个工序只能使用一把刀具,在同一把刀具下,改变工序的位置没有实际意义。但在不同刀具之间改变工序的位置,将改变工序所使用的刀具。

用途:
倒角,也可以点孔。
创建:
【创建刀具】命令>【mill_planar】类型>【CHAMFER_MILL】刀具子类型(/ˈtʃæmfər/,倒角,削角,斜切面)。
参数设置(尺寸):
(C)倒斜角长度 = (D)直径 / 2
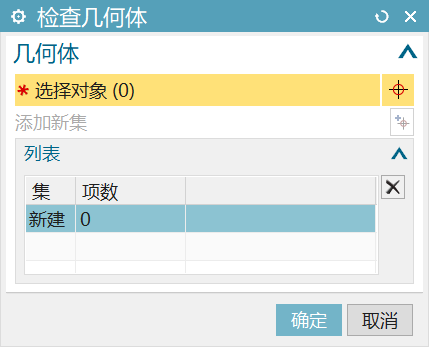
几何体组
定义:
指定工序要加工的对象和机床坐标系(MCS)等。
用途:
创建几何体组作为工序的父项,目的是为了创建工序时能够继承该几何体的一些特性,包括:
1、MCS(机床坐标系);
2、WORKPIECE(工件):包括【部件几何体】、【毛坯几何体】和【检查几何体】;
3、
定义:
新建几何体组对象,该对象显示在工序导航器的几何视图中。
NX 12:

NX 2023:
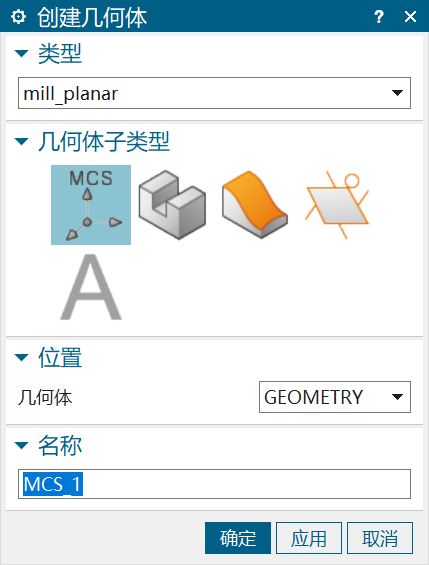
类型:
模板包含预设的选项和对话框布局,这些选项和布局针对特定任务(创建几何体组)进行了定制。
几何体子类型:
MCS:机床坐标系;
位置:
名称:
MCS(机床坐标系)
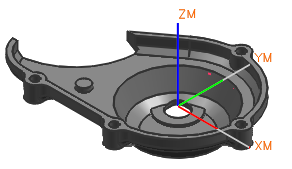
定义:
机床坐标系(MCS)决定方位组中各项工序的刀轨方位和原点。
MCS 的位置保存在部件文件(.prt)中。
每个方位组(例如,MCS、MCS_MILL)定义加工部件特定侧面所必需的 MCS。如果移动 MCS,则可为后续刀轨输出点重新建立基准位置。
主要/局部 MCS:
在几何体组 MCS 中,可将坐标系的用途指定为 主要 或 局部。
MCS 有以下特性:
1、存储了参考坐标系(RCS);
2、可存储安全平面、下限平面和避让点;
3、在 MCS 父项下存储的工序继承 MCS 父项中指定的参数;
4、不必为反映新的方位或原点而生成从一个 MCS 移到另一个 MCS 的工序。
MCS 的通常用法:
进行以下操作时,MCS 很有用:
1、根据机床回零位置或任何其他常用加工计划位置,输出刀轨;
2、根据工件重新确定机床刀轴方向;
3、为后续刀轨移动大部件的位置;
4、设置不再具有参考点的部件,例如,已加工清除掉的刀具孔;
5、在旋转台运动和复合轴运动之后重建加工计划位置和方位;
6、维护关键尺寸,如果不做维护,这些尺寸可能因翘曲或累积公差而消失;
7、建立基本和真实位置。
多个 MCS:
在一个零件的加工工艺中,可能会创建多个机床坐标系,因为一个零件可能需要加工多个面,具有不同的装夹平面。
但在一个加工工序中只能有一个机床坐标系。
WCS(工作坐标系):
决定大部分输入参数,例如出发点、安全平面、刀轴。
ABS(绝对坐标系):
MCS 的初始位置与绝对坐标系匹配(重合)。

安全设置:
安全设置选项:自动平面
安全距离:指定抬刀高度,出于安全考虑,一般设置的高度要大于零件表面的最高高度(+10mm)。
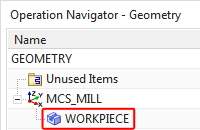
WORKPIECE(工件)
定义:
从选定的体、面、曲线或曲面区域定义部件、毛坯和检查几何体。另外还可定义部件偏置、部件材料,并保存当前显示的布局和图层。

几何体:
指定部件:指定加工完成后的零件模型。
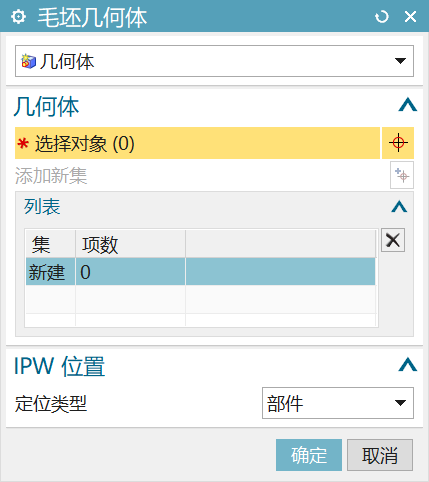
指定毛坯:有包容体、部件的偏置、选择部件等方法指定。
指定检查:一般是指装夹件,设置后刀轨自动避让装夹具。
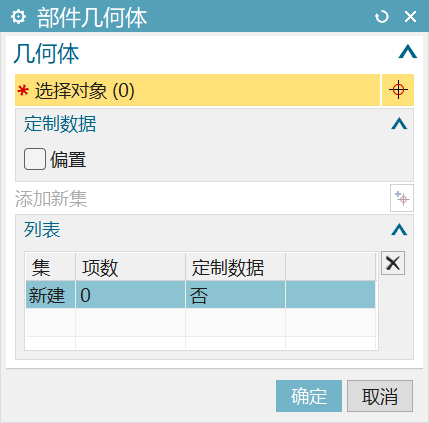
定义:
指定表示完成件的整个几何集。
NX 12:
 工件几何体
WORKPIECE 模板
工件几何体
WORKPIECE 模板
工件几何体包括:
1、 部件几何体;
部件几何体;
2、 毛坯几何体;
毛坯几何体;
3、 检查几何体。
检查几何体。
 铣削区域几何体
铣削区域几何体
指定部件几何体中需要加工的区域,该区域可以是部件几何体中的几个部分或整体。
MILL_AREA 模板

铣削区域几何体包括:
1、部件几何体;
2、检查几何体;
3、 切削区域几何体;
切削区域几何体;
4、 壁几何体;
壁几何体;
5、 修剪边界。
修剪边界。
 铣削边界几何体
MILL_BND 模板
铣削边界几何体
MILL_BND 模板
 部件几何体
部件几何体
 毛坯几何体
毛坯几何体
 检查几何体
检查几何体
在切削加工过程中需要避让的几何体,如夹具或重要的加工平面。
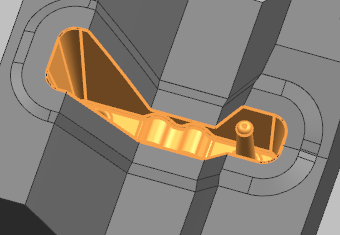
切削区域几何体

指定要加工的部件区域。
前置条件:
在【指定切削区域】几何体之前,必须先【指定部件】几何体,并且选择用来定义切削区域的几何体必须包含在部件几何体中。
例如,可以选择一个面,该面是指定作为部件几何体的实体的一部分。
缺省/默认:
如果未指定切削区域几何体(未设置【指定切削区域】),NX 将切削刀具可触及的所有已定义部件几何体。
切削区域几何体选择方法
【切削区域】-【几何体】-【选择对象(0)】的有效选择选项有:
1、面;
2、边定界区域。
 指定切削区底面
指定切削区底面

仅指定底面几何体的操作(只设置【指定切削区底面】),其他都采用默认选项或值,不做任何修改,则会得到一个底面和壁都是精加工的加工区域。
壁几何体
通过设置(侧)壁几何体来替换工件余量,表示除了加工面以外的全局工件余量。
指定环绕切削区域的壁。
壁集
可以将壁分成集来管理。可以拥有一个或多个壁集。

使用一个壁集:
只使用一个壁集时,一个壁集包含所有四个壁面,选定底面的最底层有一个隐含底面。
使用多个壁集:

①包含一个壁面;
②包含三个壁面。
使用多个壁集时,每个集都有自己的隐含底面和每个集的最底层。
 部件边界
部件边界
指定代表完成件的几何体。

注意:
为避免碰撞和过切,应当选择整个部件(包括不切削的面)作为部件(边界)几何体,然后使用【指定修剪边界】限制切削部分。
 毛坯边界
毛坯边界
指定代表要从中进行切削的材料的几何体,例如锻件或铸件。
毛坯边界几何体不表示最终部件,并且可以直接切削或进刀。

 检查边界
检查边界
指定代表加工时要避开的夹具或其他区域的边界。
 修剪边界
修剪边界
指定修剪边界:
指定边界以定义工序期间要从切削部分中排除的区域。

注意:
小心使用【修剪边界】。【修剪边界】有时会隐藏部件几何体,这会导致出现意外结果。这在【摆线】切削模式中尤其重要,在此模式中,需特别注意不过度嵌入刀具。
 底平面几何体
底平面几何体
指定底面:
使用【平面构造器】指定底平面。【部件边界】、【毛坯边界】、【检查边界】和【修剪边界】沿刀轴(方向)向定义部件和毛坯体积、要避免加工体积的底平面扫掠。

平面铣工序模板中的指定底面:
底部面可定义【平面铣】工序的最低(最后)切削层。
默认底面:
如果未指定底部面,系统将使用机床坐标系 MCS 的 X-Y 平面。
部件偏置、毛坯偏置、检查偏置、修剪偏置偏置来自选定几何体的边界以定义该边界。


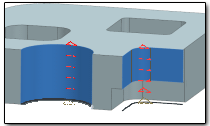
When you click Specify Holes , the Point dialog box is displayed. The Point dialog box contains several options. These options let you select and manipulate points for generating a tool path.
【点到点几何体】对话框选项通过选择和控制点来生成刀具路径。

选择(Select):
Opens a selection dialog box to let you select geometry that represents the top of the hole. When that dialog box is open, you can select the geometry in the graphics window, by name, or using any of the available options. For more information, see Point parameters dialog box.
打开一个选择对话框,用于选择表示孔顶部的几何图形。打开该对话框后,可以在图形窗口中按名称或使用任何可用选项选择几何图形。

You can use the following different types of geometry to represent a hole in a point-to-point operation:
A cylindrical hole or conic hole in either a sheet body or a solid body
A point
An arc or full circle
可以使用以下不同类型的几何图形来表示点对点操作中的孔:片体或实体中的圆柱形孔或圆锥形孔、一个点、圆弧或整圆。
最小直径:
孔径过滤器。
追加(Append):
Adds points that you select to previously selected drill geometry.
追加选中的(表示孔几何体特征的)点到先前选中的点集合中。
注意【追加】特征点之后需要【优化】。
忽略(Omit):
Ignores points that you select on previously defined drill geometry.
从先前选中的(表示孔几何体特征的)点集合中删除选中的(表示孔几何体特征的)点。
只需要在孔几何体的附近选择,即可捕捉到该(表示孔几何体特征的)点。
优化(Optimize):
Opens a dialog box where you can set options to optimize tool travel to reduce the length of the tool path.
显示点(Display Points):
Displays the new order of points after you use the Include, Omit, Avoid or Optimize options.
使用 Include、忽略(Omit)、避免(Avoid)或优化(Optimize)选项后,显示点的新顺序。
可以自定义点集合中点的顺序(手动选择的先后顺序即为点的顺序)。
避让():
开粗和钻孔的先后顺序、有无压板将影响【避让】选项的选择。
反向():
使集合点中点的顺序反向。
开始钻孔进给(G81 等循环)的平面。
方法组
定义:
可以在方法组中指定一般加工参数,以便这些参数由组中的所有工序继承。
加工参数:
1、余量;
2、内外公差;
3、进给率;
4、显示颜色;
5、切削方法(粗加工、半精加工、精加工):用于计算加工数据。
作用:
设置方法组主要是为了自动计算切削进给率和主轴转速。方法组并不是生成刀具轨迹的必要参数。
举例:
在部件加工过程中,通常需要经过粗加工、半精加工、精加工几个步骤,而它们的主要差异在于加工后残留在工件上余料的多少以及表面粗糙度。
在加工方法中可以通过对加工余量、几何体的内/外公差和进给速度等选项进行设置,从而控制加工残留余量。

METHOD:
系统给定的根节点,不能改变。
未用项:
系统给定的子节点,不能删除,用于容纳暂时不用的加工方法。
MILL_ROUGH:
系统提供的粗铣加工方法节点,可以进行编辑、剪切、复制、删除等操作。
MILL_SEMI_FINISH:
系统提供的半精铣加工方法节点,可以进行编辑、剪切、复制、删除等操作。
MILL_FINISH:
系统提供的精铣加工方法节点,可以进行编辑、剪切、复制、删除等操作。
DRILL_METHOD:
系统提供的钻孔加工方法节点,可以进行编辑、剪切、复制、删除等操作。
在 工序导航器 的 加工方法视图 中,在同一个方法组的所有工序均会显示在该方法组的下方,成为其子节点。
方法节点(组)之上同样可以有父节点,之下有子节点。加工方法继承其父节点加工方法的参数,同时也可以把参数传递给它子节点的加工方法。
在创建工序中可以:
1、选择方法组(父项);
2、为此工序创建新的方法组(父项);
3、编辑先前定义的方法组(父项)中的选择。

类型:
1、可用 类型 取决于已经选择的加工环境参数(加工模板集);
2、使用 类型 下拉列表可以为该方法父组选择加工模板集;
3、类型 确定了可供选择的 方法子类型。
方法子类型:
类型 确定了 方法子类型。
方法子类型 是相应加工模板集中具体的加工方法模板。
| 类型 | drill |
|---|---|
| 子类型 | DRILL_METHOD |
| 用途 | 用于建立进给率和速度、刀轨显示颜色、刀轨显示选项和特定的切削方法。 |
| 类型 | mill_planar、mill_contour、mill_multi-axis |
|---|---|
| 子类型 | MILL_METHOD |
| 用途 | 用于建立部件余量值、内公差/外公差值、进给率和速度、刀轨显示颜色、刀轨显示选项和特定的切削方法。 |
位置:
使用 方法 下拉列表可以选择先前定义的方法组。正在创建的方法将指派给选定的方法组。
名称:
使用 名称 字段(输入框)可以为方法组输入自己所需的名称,从而有助于按照需要的方式组织程序。

余量:
部件余量:加工后要留在部件上的材料量。
参数继承自父组。修改此参数时,可看到图标更改为本地模式,表示不再继承它。
 已继承:该值将由方法父项下创建的工序继承。可以通过在工序中输入新值来替代继承的值。各个处理器都有特定的方法来应用部件余量。
已继承:该值将由方法父项下创建的工序继承。可以通过在工序中输入新值来替代继承的值。各个处理器都有特定的方法来应用部件余量。
公差:
内/外公差可定义刀具用来偏离部件曲面的允许范围。值越小,切削就会越准确。
内公差:指定刀具穿透曲面的最大量;
外公差:指定刀具避免接触曲面的最大量。
刀轨设置:
切削方法:END MILLING:
进给:设置各种运动形式的进给率参数。
描述:
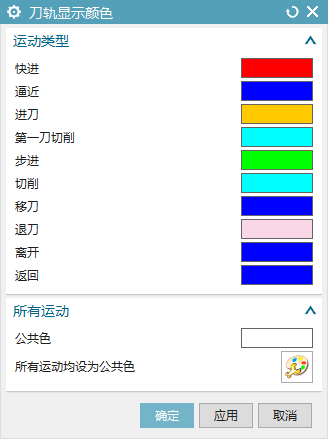
选项:
颜色:打开 刀轨显示颜色对话框,从中可以设置不同刀轨的显示颜色。
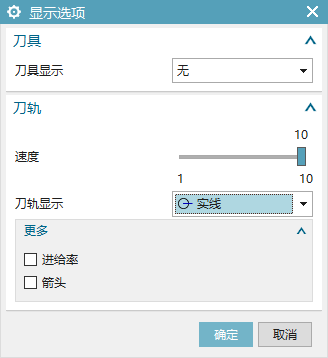
编辑显示:打开 显示选项对话框,从中可以设置刀具和刀轨的显示。
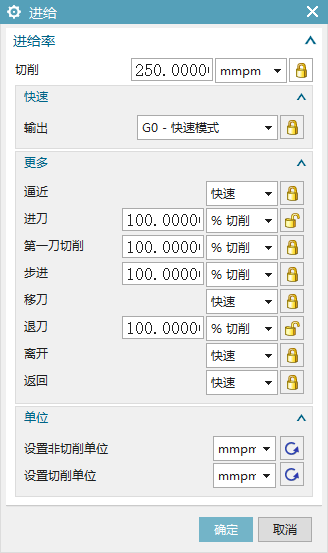
进给率:
切削:用于设置正常切削时的进给速度。
快速:
更多:
单位:用于设置切削和非切削运动的单位。
工序(Operation)
中英释义:
这里的 Operation 翻译为工序,直译为操作。
与传统意义上的“工序/工步”不同,不用刻意解读与比较。
定义:
一个工序/操作(Operation)包含生成单个刀轨所使用的全部信息。
1、单个:一条,中途不换刀;
2、全部信息:几何体、刀具和加工参数等。
刀轨,刀具(运行)轨迹,刀具运行的路线。
有何用处:
生成一条刀轨。
包含生成刀轨所需的信息:几何体、刀具和加工参数。
父组与继承:
在创建工序之前,可以定义程序组、刀具组、几何体组和方法组的参数。在程序组、刀具组、几何体组和方法组内的参数和选择可由其他组或工序继承。
使用工序父组:
对于生成和接受的每个工序,软件都会保存在当前部件中生成刀轨所用的信息。这些信息包括后处理器命令集、显示数据和定义坐标系。
可以在每个工序中指定所有必需的信息。然而,指定参数一次并将信息存储在可供多个工序使用的位置(即定义工序的父组),这种做法更有效率。仅在工序中保存最特定的参数(如进刀、退刀和步距)。
要在两个型腔上重复相似的工序,可以将型腔几何体放在两个组中,然后在每个组下创建或复制相同的工序。这可节省重复劳动的时间。
定义:
有些参数从组到组、从组到工序向下传递。
例如,工序或方法组就从其他方法组继承显示和公差参数。但并不是任何工序都能放到所有方法组中。不同的工序可以继承不同的参数。
继承 or 局部:
在工序中,方法继承可以被替代。
例如,如果工序从方法组继承内公差,并且更改了工序中的内公差,则此时对内公差参数的继承就被关闭。
有两种方法可查看参数的状态:
1、继承状态图标;
2、继承列表。
继承状态图标
很多参数旁边的继承状态图标表示,参数是继承的还是在工序中局部设置的。此图标有两个状态:

已继承:参数继承自父对象。修改此参数时,可看到图标更改为本地模式,表示不再继承它。

局部:此值是在当前对话框中局部定义的,也称为本地模式。
将鼠标停留在输入字段上,以便查看继承的值的来源。如果参数是局部的或继承的,则将鼠标停留在图标之上。双击该图标即可轻松地在本地和继承的状态之间切换。
继承列表
还可使用继承列表查看工序获取其方法的位置。要访问继承列表,请选择工序导航器中的细节。系统显示包含继承列表的细节面板。
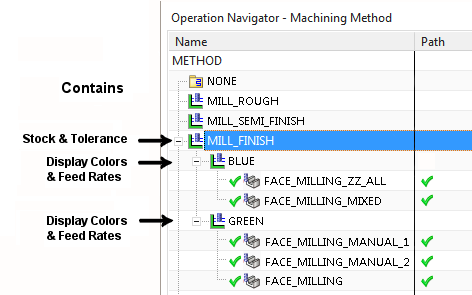
①MILL_FINISH 父组包含余量和公差信息;
②BLUE 父组包含列在它下面的两个工序的显示颜色和进给率信息;
③GREEN 父组包含列在它下面的三个工序的显示颜色和进给率信息;
④列在 BLUE 父组下的工序从 MILL_FINISH 继承余量和公差信息,从 BLUE 继承显示颜色和进给率信息;
⑤列在 GREEN 父组下的工序从 MILL_FINISH 继承余量和公差信息,从 GREEN 继承显示颜色和进给率信息。
定义:
工序模板具有为特定加工任务定制的预设选项和对话框布局。
通过创建工序对话框中的工序子类型组选择不同的工序模板。
工序模板的选择:
应根据几何体特点和加工工艺的要求建立合适类型的工序,选择工序时注意以下事项:
1、工序属于什么加工应用,是钻削、铣削、车削,还是线切割?
2、工序应该选择何种工序子类型,才能符合加工工艺的要求?
3、工序应组织到哪个程序组?使用什么类型刀具?
4、工序是用来切削工件中的哪个部位?工件是如何装夹的?机床坐标系的方位是怎样的?
5、工序是用来粗加工?半精加工?还是精加工?
6、工序取什么名字以使其能够快速识别?
7、工序有4个父组,是否已经生成了需要的父组并且定义了合理的参数?

类型:
工序模板集,即加工计划(组装)。
工序子类型:
工序模板。
使用工序模板(类),在此基础之上创建新的工序(实例)。
位置:
指定将要创建的工序实例的父组,包括程序组、刀具组、几何体组、方法组。
指定将要创建的工序的程序父组。
选定合适的程序父组,工序将继承该程序父组的参数。默认程序父组为NC_PROGRAM。
指定将要创建的工序的加工刀具。
选定合适的刀具,工序将使用该刀具对几何体进行加工。如果之前没有创建刀具,则在刀具下拉列表中没有可选刀具。需要在某一加工类型的对话框中单独创建。
指定将要创建的工序的几何体。
选定合适的几何体,工序将对该几何体进行加工。默认几何体为MCS_MILL。
指定将要创建的工序的加工方法。
选定合适的加工方法,系统将根据该方法中设置的切削速度、内外公差和部件余量对几何体进行切削加工。默认的加工方法为METHOD。
名称:
指定工序的名称。
系统会为每个工序提供一个默认的名称,如果需要更改,可在该文本框中输入一个英文名称,即可为工序重命名。
工序和组名只能包含字母、数字、句点、下划线和短划线。并且必须以字母开头。
注意:
新建工序,该工序显示在工序导航器的所有视图中。
定义:
所有工序都使用工序处理器计算刀轨。
使用不同的工序模板(即类)创建出来的具体工序(即实例)会被相应的工序处理器处理,从而计算出刀轨。
定义:
或者叫基于边界的 2D 铣削处理器,能够移除垂直于固定刀轴的平面层中的材料。部件上要加工的区域包括垂直于刀轴的平的岛和平底面。
遵循 2D 边界(线框)沿竖直壁或平行于刀轴的壁除料。
对应工序模板:
平面铣。
定义:
切削实体上的平面,以高效加工棱柱部件和特征。
对应工序模板:
不含壁的底面加工、底壁铣、腔铣、不含底面的壁 2D 轮廓铣、含底面的壁 2D 轮廓铣、切削 3D 建模倒斜角等。
定义:
1、可移除体积大的材料;
2、移除垂直于固定刀轴的平面层中的材料;
3、切削是在刀具移到下一深度前完成,且切削深度固定;
4、部件几何体可以是平的或带轮廓的;
5、对于粗切部件,如冲模、铸造和锻造,是理想选择。
工序导航器
定义:
初始进入 CAM 加工环境,UG 会赋予加工模型4个类型的操作对象,可通过切换工序导航器的视图来显示。但当要加工的模型非常复杂、编制的程序非常多时,用户就需要创建多个不同的操作对象来分组管理。
工序导航器是用来管理当前加工模型的操作及刀具路径的一个图形用户界面。
一种图形化的组织辅助工具,具有图示几何体、加工方法和刀具参数组以及程序内的工序之间关系的树形结构。参数可以基于其在树形结构中的位置在组与组之间和组与工序之间向下传递或继承。可以查看和管理工序和参数组之间的关系来在工序中共享参数。除少数情况外,可以决定是否应用继承。
工序导航器 具有4个用来创建和管理 NC 程序的分级视图,包括 程序顺序视图、机床视图、几何视图 和 加工方法视图。
作用:
1、在部件的设置内或在不同部件的设置之间剪切或复制并粘贴操作;
2、在部件的设置内拖放组和操作;
3、在一个组位置(如工件几何体组)指定公共参数。参数在组内按操作向下传递(继承);
4、打开特定参数继承;
5、在图形窗口中显示操作的刀轨和几何体,以快速查看定义的内容和加工的区域;
6、显示铣削或车削操作的“处理中的工件”(IPW)。
定义:
根据在机床上执行的顺序组织操作。每个程序组代表一个独立的输出至后处理器或 CLSF 的程序文件。此视图中禁用按列排序。
定义:
根据使用的切削刀具组织操作,并显示所有从刀具库调用的或在当前设置中创建的刀具。用户也可以按车床上的转塔或铣床上的刀具类型组织切削刀具。
定义:
根据加工几何体和 MCS 方位组织操作,每个几何体组根据在机床上执行的顺序显示。此视图中禁用按列排序。
根据共享相同参数值的公共加工应用(例如粗加工、半精加工和精加工)组织操作。
在 工序导航器 中,用户可选择右键菜单命令来执行相应的操作。当在 工序导航器 中的空白区域单击右键,将弹出如图所示的 导航背景快捷菜单。

程序顺序视图、机床视图、几何视图或加工方法视图:
执行相应的命令,可以切换工序导航器中的视图显示。
查找对象:
执行此命令,程序会弹出 查找对象 对话框。通过该对话框可以查找加工对象、操作(工序)、刀具或加工方法等。查找的对象在工序导航器中以红色显示。
创建过滤器:
执行此命令,将弹出 操作过滤器 对话框。通过该对话框可以指定过滤准则,该准则用于只显示 工序导航器 中当前部件里包含的所有操作的子集。
创建过滤器 命令与 应用过滤器 命令是结合起来使用的。
应用过滤器:
执行此命令,可以限制 工序导航器 中显示的程序操作名称。
全部展开:
执行此命令,将全部展开 工序导航器 中的项目。
全部折叠:
执行此命令,将全部展开 工序导航器 中的项目折叠。
导出至浏览器:
将 工序导航器 中的信息保存为 html 文件,并将其导出到用户的 Web 浏览器。如果未运行任何浏览器,则此选项将启动用户的默认浏览器。
导出至电子表格:
执行此命令,将 工序导航器 中的所有项目导出至电子表格中,可以打印或保存项目。
定义:
在 工序导航器 选择一个 操作(工序),右键单击将弹出如图所示的 对象操作快捷菜单。

编辑:
此选项通过显示组或操作对话框,从而使用户能够选择高亮显示的对象内的参数。如果有多个对象被高亮显示,那么,各个对话框将在前一对话框关闭后,按工序导航器中的顺序依次出现。
剪切和复制:
这些选项使用户能够从 工序导航器 临时移除或复制一个选定的对象,以便将它粘贴到其他位置。
用户可以选择多个对象进行 剪切 或 粘贴。包含在 剪切 或 复制 组中的所有组和/或操作也都将 剪切 或 复制。作为 剪切 或 复制 的替换方案,用户也可以将多个操作拖放进新的父组。
生成:
使用户能够为当前选定的操作(工序)创建刀轨。刀轨生成后将弹出 刀轨生成 对话框。
用户对模型进行了加工操作并生成、编辑了加工程序后,在工序导航器中的操作前面会显示不同的状态符号。
在 工序导航器 中,选择出现状态符的操作,然后执行右键快捷菜单中的 信息 命令,在打开的 信息 窗口查看改变了什么而导致此状态。
完成:
表示此操作已产生了刀具路径并且已经后处理(UG/Post PostProcess)或输出了 CLS 文档格式,此后再没有被编辑。
重新后处理:
表示此操作的刀具路径从未被后处理或输出 CLS 文档。
重新生成:
表示此操作从未产生刀具路径或此操作虽有刀具路径但被编辑后没有进行相应更新。