CNC 操作面板
CNC 操作面板是 CNC 的重要组成部件,是操机人员与 CNC 系统进行交互的工具。
CNC 操作面板主要有:显示器、CNC 键盘、机床控制面板(MCP)、状态灯、手持单元(电子手轮)等部分组成。
操作人员可以通过操作面板对数控机床(系统)进行操作、编程、调试、对机床参数进行设定和修改,还可以通过操作面板了解、查询数控机床(系统)的运行状态,是数控机床特有的一个输入、输出部件。
数控机床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘的基本功能与使用方法基本相同。
CNC 操作面板一般配有 CRT 显示器或点阵式液晶显示器,一般能显示图形等较为丰富的信息。
CNC 系统通过显示器为操机人员提供必要的信息。根据 CNC 系统所处的状态和操作命令的不同,显示器显示的信息可以是:
1、正在编辑的程序
2、正在运行的程序
3、机床的加工状态
4、机床坐标轴的指令/实际坐标值
5、加工轨迹的图形仿真
6、故障报警信号等。
FANUC:

三菱:

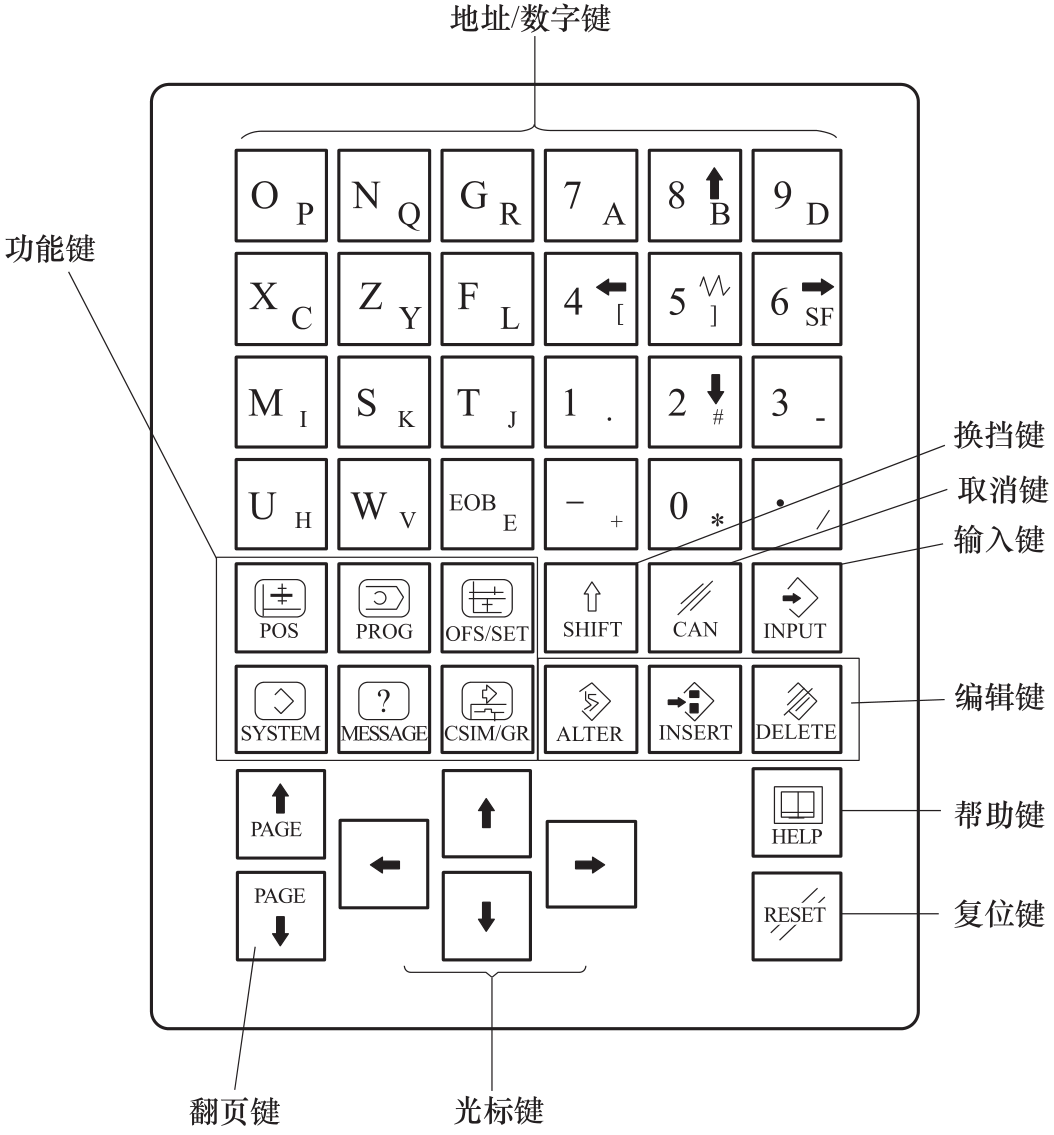
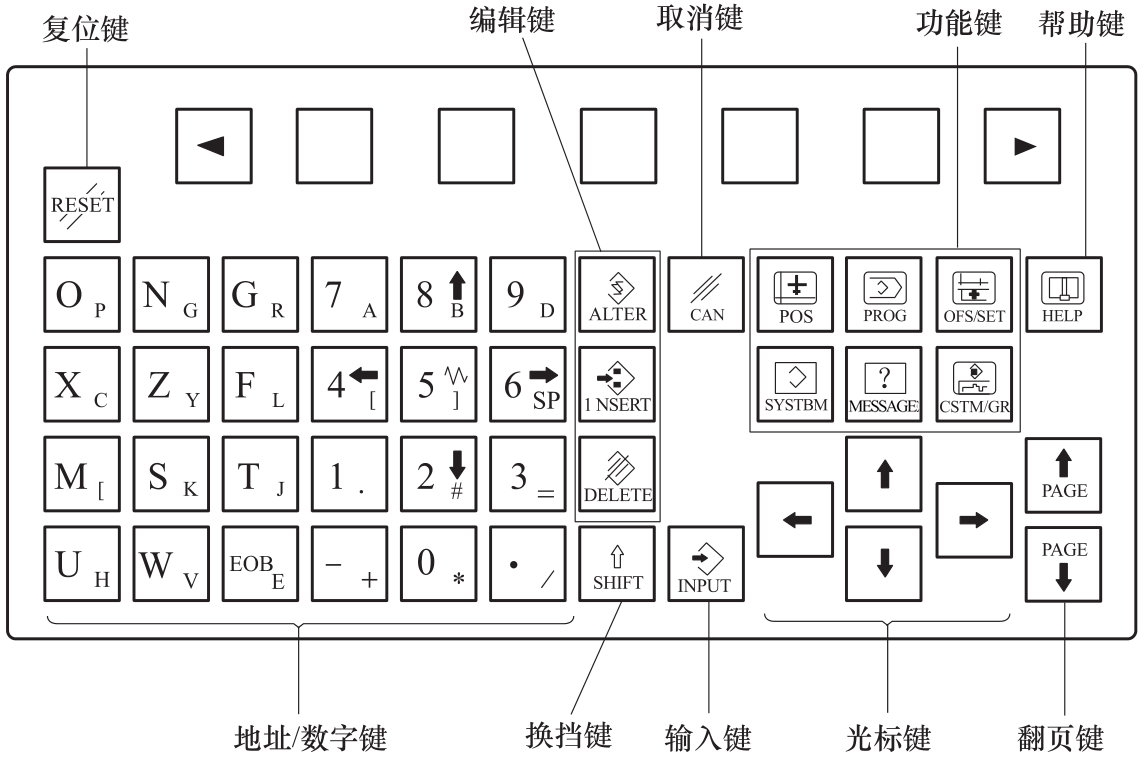
CNC 键盘包括 MDI(Manual Data Input) 手动数据输入键盘和软键等。
MDI 键盘一般具有标准化的字符(字母、数字和其他符号),主要用于数控程序的编辑,参数输入,MDI 操作及管理等。
MDI 键盘(竖式):
MDI 键盘(横式):
软键:
根据其使用场合,软键有各种功能,软键功能显示在显示器屏幕的底部。
使用这些键输入字符(字母、数字和其他符号)。
【EOB(end of block)】键为程序段结束符键,输入程序段结束符";"。
功能键用于切换各种功能显示的画面,包括以下几个功能键。
【POS】位置信息键:
Postion 键,绝对坐标等的位置显示以及负载表显示等。位置显示包括:
1、【绝对】坐标位置
2、【相对】坐标位置
3、【综合】坐标位置
这些位置信息用翻页按钮(【PAGE↑↓】)切换,或者显示器下方的软键选择对应选项。

【PROG】程序显示键
Program 键,数控程序的显示页面。
三菱 M70 系统
操作步骤:
1、插入 CF 卡;
2、依次按 维护(MAINTE) 功能键,控制参数1 软键,参数号搜索 软键,输入要搜索的参数 8121,获得 8121 屏幕截图 的参数,设置为1;
3、长按 SHIFT 键5秒左右,会听到嗒的一声,说明截屏成功,会获得 .bmp 格式图片文件。
说明:
1、#8121 参数:选择屏幕截图功能是否有效,0无效,1有效,设定本参数为1时,长按 SHITF 键可执行屏幕截图;
2、本参数仅在 M70、M80 系统中有效;
3、开关机后 #8121 自动恢复成0;
4、工作模式为自动运行时(AUTO)不可以截屏。
如果要对数控机床进行操作,就要选择相应的操作模式。
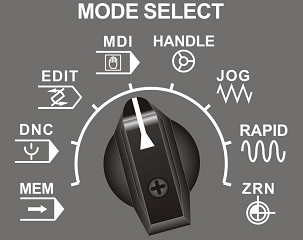
1、MEM:
Memory,记忆模式,也叫 AUTO 模式、系统存储器模式,通常称之为自动模式,即数控机床自动运行。
在 MEM 模式下,数控机床可以自动执行系统当前打开的程序,可以选择单段、跳段、空运行、选择停止、机床锁、Z 轴锁、辅助功能锁等自动运行功能。
2、DNC:
Direct Numerical Control,直接数控模式,也叫快速加工模式,通常称之为 DNC 模式、在线加工模式。
在 DNC 模式下,可以使用 PC 计算机通过网线、RS232 通讯电缆或者 CF 卡与机床控制器连接,直接加工存储于电脑或 CF 卡上的程序。
3、EDIT:
编辑模式,在该模式下可以手动输入新程序,或者修改、调用、删除旧程序。
4、MDI:
手动数据输入模式,也叫录入模式,通常称之为 MDI 模式。
MDI 模式是自动方式的一种,可以执行简单的程序段指令,如单节程序执行、修改参数及设定数据等。
5、HANDLE/MPG:
通常称之为手轮模式。
在手轮模式下,可以用手轮控制 X 轴、Y 轴、Z 轴的进给。手轮控制面板提供的倍率选择开关能够实现伺服轴的小范围精确移动。
6、JOG:
手动寸动连续进给模式,通常称之为点动模式。
在 JOG 模式下,可以手动操作机床移动各坐标轴、旋转主轴、开冷却等功能。移动速率由进给速率来决定。
7、RAPID:
手动快速连续进给模式,通常称之为快速移动模式、快速进给模式。
在 RAPID 模式下,可以选择各伺服轴移动方向来移动轴,移动速率由快速倍率修调开关控制。
8、ZRN:
原点复归模式,通常称之为回原点模式。
在 ZRN 模式下,可以手动操作机床各轴返回机械原点。
法兰克 0i-FM 系统
1、【MDI 手动输入】工作模式:
①首选选择【MDI 手动输入】工作模式
②按【OFS/SET】键进入【刀偏/设定/坐标系】面板
③按【设定】对应的软键,进入设置界面
④先设置【写参数:1】允许修改参数
⑤然后修改【I/O 通道:4】(17 通道-USB,4 通道-CF 卡)
⑥再设置【写参数:0】禁止修改参数
出现【ALM】报警信息,按【RESET】复位键消除即可。
2、【EDIT 编辑】工作模式:
①将 CF 卡插入机床读卡装置内,选择【EDIT 编辑】工作模式
②按【PROG】键切换到程序界面,依次按【目录】-【操作】-【设备选择】-【存储卡】对应的软键
③使用【↑】【↓】键选择程序,依次按【读入】-【F 取得】-【执行】对应的软键,按【PROG】键切换到当前程序界面
注意 DNC 连线加工时,程序存储在 CF 卡或者 U 盘内,是不能够被编辑的。只有存储到机床系统内存中的程序才能够被编辑。
1、【MDI 手动输入】工作模式:
①首选选择【MDI 手动输入】工作模式
②按【OFS/SET】键进入【刀偏/设定/坐标系】面板
③按【设定】对应的软键,进入设置界面
④先设置【写参数:1】允许修改参数
⑤然后修改【I/O 通道:4】(17 通道-USB,4 通道-CF 卡)
⑥再设置【写参数:0】禁止修改参数
出现【ALM】报警信息,按【RESET】复位键消除即可。
2、【EDIT 编辑】工作模式:
①将 CF 卡插入机床读卡装置内,选择【EDIT 编辑】工作模式
②按【PROG】键切换到程序界面,依次按【目录】-【操作】-【设备选择】-【存储卡】对应的软键
③使用【↑】【↓】键选择程序,依次按【读入】-【F 取得】-【执行】对应的软键,按【PROG】键切换到当前程序界面
1、【EDIT 编辑】工作模式:
①首选选择【MDI 手动输入】工作模式
②按【OFS/SET】键进入【刀偏/设定/坐标系】面板
③按【设定】对应的软键,进入设置界面
④先设置【写参数:1】允许修改参数
⑤然后修改【I/O 通道:4】(17 通道-USB,4 通道-CF 卡)
⑥再设置【写参数:0】禁止修改参数
出现【ALM】报警信息,按【RESET】复位键消除即可。
2、【EDIT 编辑】工作模式:
①将 CF 卡插入机床读卡装置内,选择【EDIT 编辑】工作模式
②按【PROG】键切换到程序界面,依次按【目录】-【操作】-【设备选择】-【存储卡】对应的软键
③使用【↑】【↓】键选择程序,依次按【读入】-【F 取得】-【执行】对应的软键,按【PROG】键切换到当前程序界面