变量
| 变量 | 全局/局部 | 说明 |
|---|---|---|
| global mom_part_name | 全局 | 部件名称 |
| global mom_group_name | 全局 | 程序组名 |
| global mom_operation_name | 全局 | 工序名 |
| 变量 | 全局/局部 | 说明 |
|---|---|---|
| global mom_machine_time | 全局 | 加工时间 |
| 变量 | 全局/局部 | 说明 |
|---|---|---|
| global mom_tool_name | 全局 | 刀具名称 |
| global mom_tool_diameter | 全局 | 刀具长度 |
| global mom_tool_corner1_radius | 全局 | 刀具下半径 |
| global mom_tool_length | 全局 | 刀具长度 |
| global mom_tool_flute_length | 全局 | 刀刃长度 |
| 变量 | 全局/局部 | 说明 |
|---|---|---|
| global mom_stock_part | 全局 | 部件余量 |
| global mom_stock_floor | 全局 | 底面余量 |
| 变量 | 全局/局部 | 说明 |
|---|---|---|
| global mom_spindle_speed | 全局 | 主轴转速 |
命令
语法格式:
set mom_spindle_speed "3000"
设置主轴转速为3000转/s。
案例:
if($mom_spindle_speed == 0) {set mom_spindle_speed "3000"}
开启顺序号:
MOM_set_seq_on: Set Sequence On,
关闭顺序号:
MOM_set_seq_off: Set Sequence Off,
输出字面量/直接量:
MOM_output_literal "<string>"
输出变量值:
MOM_output_literal $str
换行:
MOM_output_literal ""
格式输出:
[format "%.2f" $mom_tool_diameter]
Post Builder

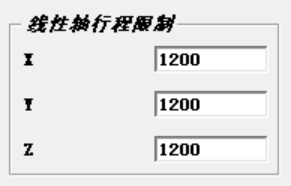
机床行程设置原则:
轴行程限制 > 机床实际轴行程,迫使机床软超程报警,达到最大化使用机床行程的目的。
PUI 文件
定义:
PUI(Post User Interface) 文件是 UG CAM 的后处理用户界面文件,主要用于设置用户界面,包括工具栏、菜单、快捷键等,可以根据不同的需求对界面进行自定义或修改。
DEF 文件
定义:
DEF 文件是 UG CAM 的定义文件,主要用于定义参数,包括刀具形状、直径、长度、切削速度、进给速度、切削类型等信息。
TCL 文件
定义:
TCL 文件是 UG CAM 的脚本文件,主要用于存储和执行 UG CAM 的各种命令和程序,可以通过编写 TCL 脚本来实现对 UG CAM 的自动化操作和批量处理。
错误案例
错误案例:
N0001 G01 Z-20. F975.;
N0002 G41 X-19.95 D10;
N0003 G17 G03 I4.95 J0.0;
N0004 X-19.925 Y-.499 I4.95 J0.0;
N0005 G40;
N0006 G01 X-13.955 Y.106;
N0007 Z-15.;
N0008 G00 Z30.;
错误原因:
在 N0005 程序段中,G40 代码作为一个单独的程序段出现,在同程序段中没有 G00 或者 G01 配合的情况下,G40 就会默认前一个程序段 N0004 的代码中实现 G40 代码功能,即关闭刀具半径补偿,刀具半径补偿的开启(G41/G42)和关闭(G40)是不能够出现在圆弧模态(G02/G03)中的,而 N0004 是延续了 N0003 中的 G03 模态代码,因此会报错,也就是在圆弧模态中不能实现刀具半径补偿关闭的功能。
解决思路:
将 G40 代码放在 G00/G01 代码的后面,在非圆弧模态中实现刀具半径补偿关闭的功能。
解决办法:
在后处理构造器 Post builder 中,将【程序和刀轨】-【程序】-【刀径】-【机床控制】右侧框图中的【刀具补偿关闭】-【G40】中的【G40】删除。